| |
| |
|
| ARCHIVE COPY - Abridged 2003 |
UP to TOP DOWN |
ABSTRACT
PANArt Ltd. invested in the development of a new rawform to replace the [use of the bottom of the traditional 55 gallon steel]drum. The idea was to create a form which the tuner could use like a painter uses a
canvas. The new deepdrawn form demands new tuning techniques and gives large
possibilities to create new sounds.
1. Introduction
PANArt has made several attempts to have the sinking be done by machine. There are different methods of metal forming like spinning, projecting and deepdrawing. After having unsuitable results with the spinning and projecting, PANArt invested in a tool for the deepdrawing. For an investment like this, one has to work together with specialists. Hirsig Blechtechnik Ltd is an enterprise near Berne, and are specialists in metal forming. Thanks to the metal-former Peter Schober, the rawform could be realised.
The machine-made sinking only became [a practical] possibility with the [additional] discovery of hardening by gas-nitriding. The process is divided into two steps. One is the forming and the other the hardening. Soft steel is used for the forming by machine, and there is no work-hardening (as in the forming with a hammer by hand). After forming, a hardening process had to be found.
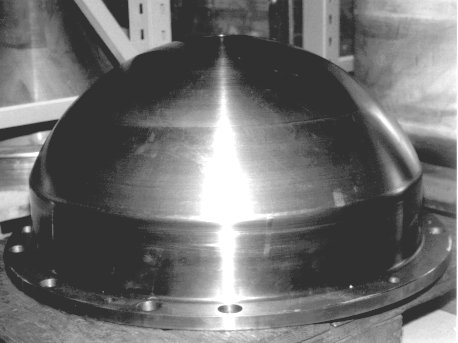
Fig.1 - Hemispherical Drawing punch
Some tuners from Europe, USA, Canada and from Trinidad have already worked on the new rawform. Different sounds and all layouts can be made with the rawform. PANArt has worked on this form for five years [cf 2000] and it has opened new horizons. The rawform led to the dome geometry, to a new tonal quality, and to new instruments.2. The Deepdrawing
The deepdrawing is made with a huge press, which is about six meters high and weighs 22 tons. The tool for the deepdrawing consists of three pieces. One is the drawing punch, the tool over which the blank is drawn. In our case it is a massive convex hemisphere of tool-steel (fig.1).
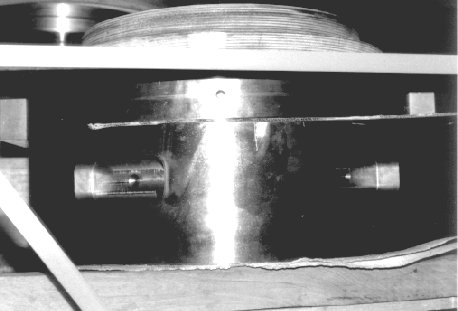
Then there are the two tools in the form of rings; the drawing die and the blank holder (fig.2). Their inner diameter [of both], is larger than the diameter of the drawing punch. They are all made of high quality steel - they have to be stronger than the blank which is being drawn.
Fig.2 - Drawing die and Blank holder
The drawing punch is fixed on the panel. The blank holder is connected with the die cushion which lies under the panel and has a cylinder underneath to move the blank holder up and down. The drawing die is fixed on the upper cylinder. The blank is put between the drawing die and the blank holder. The drawing die presses [downward] with [an overall force of] 250 tons. The blank holder presses [upward] against [the drawing die with an overall gripping force of] 120 tons. The blank is drawn over the punch [with the residual forming force of 130 tons]. The metal-former has to adjust the pressures. When the back pressure is too low, folds can appear. When the back pressure is too high, the blank can not be pulled in. After having adjusted the pressures, the blanks are fast drawn over the punch. Normally, a large number of forms are drawn [over an operating period], as the pressure adjustments are time consuming.
After having drawn the hemispherical forms, another machine called the trimming machine, then cuts and seams the edge of the forms.
Fig.3 - Process stages of a Rawform
3. Process stages of a Rawform
The deepdrawn steel is a common steel with [properties of] a lot of elongation [ductility] and [with] very little strength-hardening. [As required], sheet-metal of a thickness of 1.2mm, or 1.0mm, is first cut into circular blanks. (fig.3).
Then the blanks (a) are drawn over the punch (b) by the press.
To the now formed hemisphere (c) a seam is made (d) with the trimming machine.
Then the hemispheres are brought to the hardening factory where they get gas-nitrided.
Meanwhile, stainless steel is first cut and then formed into [the required] skirt [sizes]; and then welded together (e).
A seam is made for the skirt (f).
The hardened hemisphere and the skirt are now joined and fixed together using a rim-forming (g) tool.4. The Rawform
Several decisions had to be made for the investment in the tool. Can there be one tool for all instruments? Should the shaping of the notes be directly done by machine? But when, what layout? PANArt decided to make first an ideal hemisphere compatible for all layouts. The idea was to create a rawform with many possibilities; so that other tuners could work on it, making their own layout and sound.
The thickness of the skirt and the hemisphere can be adjusted using a different blank, with dimensions governed by the tool. The properties [of the form] can be influenced with the duration of the gas-nitriding. With variation of thickness, hardness, layout, shaping and tuning; different sounds can be created.
The skirt is made of stainless steel; to have no corrosion problems and [provides] a good [sound] accumulator. The hemisphere is corrosion protected by gas-nitriding, by the [resulting] compound layers.
The rim can be manipulated after tuning, with a flanging machine to change the impedance.
Fig.4 - The tool to draw the note-dome
The rawform has a diameter of 600mm and the hemisphere is 217mm deep. The length of the skirt is 227mm to protect the hemisphere, and to avoid the cancelling effects of [the air borne couple to] the lower notes. The thickness of the skirt is 1.25mm.
With deepdrawing it is possible to get a uniform thickness all over the hemisphere. The thickness of the sheet before drawing is 1.2mm or 1.0mm. The decrease of thickness is only minimal because the material is extracted with drawing. We use forms with 0.9mm for the higher [voiced] instruments, and forms with 1.1mm for the lower [voiced].
The instruments Ping, Peng and Pong are all made with the same rawform. A second skirt is welded to the Pong to avoid the cancelling effect.
After forming, the steel has now very little elongation [remaining], therefore the hemisphere should not be sunk much more. Grooving, backing, and shaping, can now be done as with a steelpan.
Fig.5 - A small locating hole is made in the form face
Pang Notes
Our method with the development of the note-dome is as follows:
Craft a tool of the required spherical note-dome geometry. [Note the bends in the handle that allow access clearance between the skirt and the back of the hemispherical form] (fig.4).
Punch a small locating hole in the form-face (fig.5).
[From the back of the form], impress the note-dome with a hard stroke over the tool (fig.6 and fig.7).
Hammer the trunk area around the dome.
Before we begin to tune, we heat-treat the material to relieve [accumulated] macro-tensions (about 4 minutes on 500°C).5. Conclusion
The advantage of this rawform is that the tuner [learns to] know the material; the same parameters [and characteristics are now repeatable]. He can begin to explore the large possibilities of a new material.
Fig.7 - Imprint of the note-dome
After five years of research and development, PANArt ended up with a new note dome geometry, and a new sound.
 |
| PANArt AG Engehaldenstr. 134 CH-3012 Bern Switzerland http://www.hang.ch info@hang.ch Tel: + 41 (0)31 301 3332 |
Hirsig Blechtechnik Ltd Sägestrasse 5 CH-3123 Belp Switzerland |
|
||||||
| [2nd Ed] © 2003: tobagojo@gmail.com - 20031026 - 1m20071228 - 2m20140615 Historic Update: 18 November 2003; Last Update: 29 June 2014 02:14:00 TT Processed by: JdeB - Islands Research |
UP |